点击数:13892022-07-13 10:40:54 来源: 河北天德丝网制品有限公司
高温菊花烘干尼龙输送带运转跑偏的原因
尼龙输送带跑偏是较多的故障之一。跑偏的原因安裝日常的维护保养差。在组装头尾滚筒、正中间托辊中间尽可能在同一轴线上,而且互相平行面。 尼龙输送带跑偏是安裝准确度低和日常的维护保养差。安裝过程中,首尾滚筒、正中间托辊中间尽可能在同一轴线上,而且互相平行面,以确保输送带不绕求比 偏。 在发生跑偏,则要作下列检查以明确原因,开展进行调节。

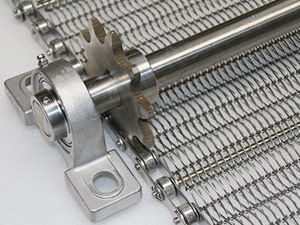
输送带跑偏常常检查的位置和加工处理方式有: 检查托辊横着轴线与带式输送机竖向轴线的不重叠度。如果不重合度值超出3mm,则使用托辊组两边的长条形安裝孔进行调节。具体做法是金属输送带偏重哪一 侧 ,托辊组的哪一侧向输送带前行方位移位与一侧后退。 检查头、尾机架安裝轴承座的2个平面图的偏差值。若两平面图误差大于1mm,解决两平面图要调节在同一平面内。 头顶部滚筒的更改方式是:若输送带向滚筒的右边跑偏,则滚筒右侧的轴承座理应往前运动或左边轴承座后退;若输送机输送带向滚筒的左边跑偏,则滚筒左侧 的轴承 座理应往前运动或右边轴承座后退。
尾端滚筒的更改方式与头顶部滚筒恰好反过来。检查物料在金属输送带上的部位。物料在金属输送带横断面上不居中,将造成金属输送带跑偏。 假如尼龙输送带物料偏到右边,则传动带向左边跑偏。在应用时应尽量的让物料居中。为降低或防止此类金属输送带跑偏可提升挡料板,改变物料的角度和部位 。